高强度螺纹紧固件是几乎所有形式的运输和工业机械组装的关键部件。几十年来,行业认可的这些关键部件的测量和性能标准已经存在,但最近螺纹紧固件在使用和鉴定测试中的失败给紧固件的头部和杆部之间的关键区域带来了新的关注。许多用于汽车和航空航天应用的大直径(0.5英寸或更高),高强度,外部拧紧的螺栓(六角头,12点等)已得到高度分析,但低于此阈值的螺栓和螺钉却很少受到关注。
最近根据欧洲标准制造的M5直径紧固件的鉴定失败引起了对这一问题的新关注。航空航天工业一直关注机身结构的重量,机身结构中使用的薄材料需要使用100度沉头冲头紧固件。这些薄型头部以及旨在减轻航空航天,汽车和工业应用中的重量的其他薄型设计 - 为设计有效的扭矩传递机构(内部或外部)提出了独特的挑战,同时仍然要确保从螺栓头-杆的结构完整性。
紧固件标准开发组织和紧固件工程师将注意力集中在开发提供属性(长度,直径,头部直径,头部高度等)的零件标准上,这些属性可以轻松准确地进行测量,以确认形状和配合要求的一致性。遗憾的是,在不破坏螺栓的情况下,难以精确地测量紧固件杆部和头部连接处或者和减重孔连接处的关键应力区域。
所以,必须就如何计算头部强度比( head strength ratio ,HSR)以达到头-杆接合处的最小可接受抗拉强度以及计算中应使用何种方法和可测量数据达成共识。
一
问题

最近审查航空螺钉的认证测试数据(100度沉头,六叶凹槽,螺纹头,钛合金TI-P64001,阳极氧化,涂有二硫化钼,在环境温度至350℃时,强度为900兆帕斯卡),发现一批M5直径螺栓未能满足所要求的拉伸试验极限,其中头部与杆部接合处的失效水平低于要求的失效水平。通过调查发现,在环境温度至350℃时,强度为1,100兆帕斯卡,这些零件之前已经通过类比标准用于不同的航空螺钉的标准:盘头,六叶凹槽,粗公差正常柄,中等长度螺纹,钛合金,阳极氧化,涂有二硫化钼。
简而言之,推测的类似标准是针对不同的头部样式,不同的杆部配置和更高的材料强度。另外,由于不同的头部类型和杆部构造,盘头部件具有与具有螺纹连接到头部的100度沉头的紧固件相比具有非常不同的头部 - 杆部接合几何形状。鉴于这些设计和材料之间的差异,应该使用什么方法或数据,通过类比来鉴定相似或不相似的零件,或者评估给定的头-杆几何形状的潜在拉伸强度呢?
设计不良的头部和凹部构造可能导致紧固件不能满足拉伸强度要求,并且在头部到杆部接合处的失效水平高于预期。
二
定义变量
紧固件的头部 - 杆部接合处中影响拉伸强度的变量可以限制为界面的有效几何形状,而紧固件螺纹部分的抗拉强度可以基于螺纹部分的有效拉伸应力区域。当从螺纹区域过渡到无螺纹区域时,我们必须定义用于计算紧固件部分的有效拉应力区域的直径。对于给定的螺纹几何形状(例如,10-32UNJF),当它过渡到无螺纹的杆部时,“有效直径”不同于当它从完全螺纹部分过渡到紧固件头部的下侧时。
在一种螺栓中,螺纹过渡到全身直径(对于我们的10-32 UNJF示例,为0.19英寸)。结果是最弱的拉应力区域出现在螺纹间距直径一个或两个螺纹下方的螺纹到光杆过渡处。螺纹节直径通常等于坯料直径。
在螺纹一直到头部的紧固件情况下,最小拉伸应力区域经常发生在整个螺纹和头部底部之间的区域中或者螺纹到头部的过渡区域中。这里,有效拉伸应力直径可以与螺距直径相同(对于我们的10-32UNJF示例,最小值为0.1658英寸),或者如果该区域是在制造过程中圆角滚动,以减轻在该期间建立的应力,则它可能略小。
这是很重要的,因为对于通螺栓而言,头部到杆部过渡部中的有效拉伸应力区域的差异将不同于螺纹直到头部的螺钉。头-杆过渡和内凹槽之间的有效截面积,或者我们称之为应力锥,须使用螺栓过渡的较大直径或全螺纹过渡的较小直径来计算。
然后,HSR的计算成为螺栓的有效拉伸区域与全杆直径或全螺纹螺钉的螺距区域的比较。理想地,HSR将始终为1或更大,使得紧固件的拉伸失效总是等于或高于螺距直径的最小拉伸强度。这确保了在头部到柄部接合处具有足够的强度,以避免头部脱离紧固件并使接头失效。
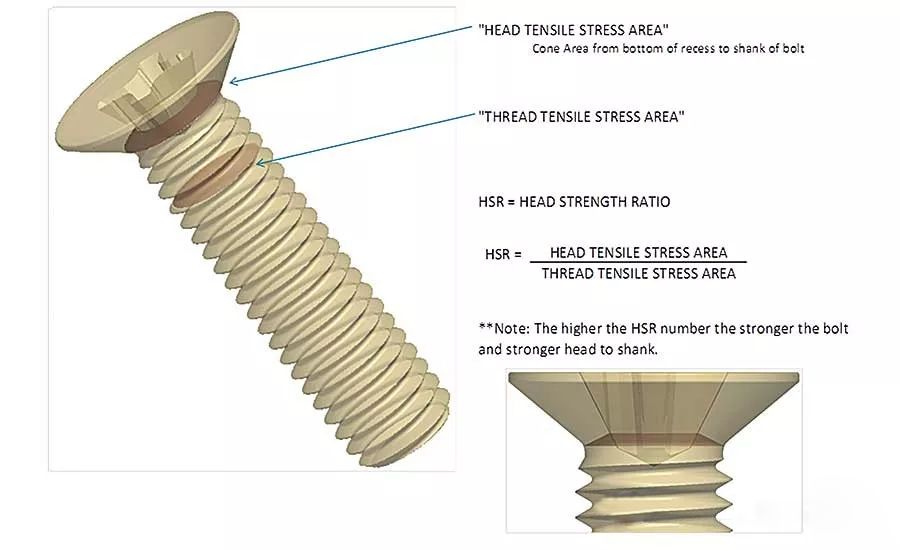
图1显示了用于全螺纹紧固件的螺纹轮廓(阴影区域)和头部 - 杆部接合区域中的拉伸应力区域。注意在头部横截面中,应力区域从底部直径(大约是螺距直径)到凹部底部的最近点。在这种情况下,凹槽实际上是在最靠近头部 - 杆部接合处的横截面区域中的十字形。为了与其它紧固件凹槽驱动系统进行比较,我们将忽略凹槽翼之间的微量添加材料,并且仅使用基于横截面上翼外径的圆形区域。
三
计算HSR
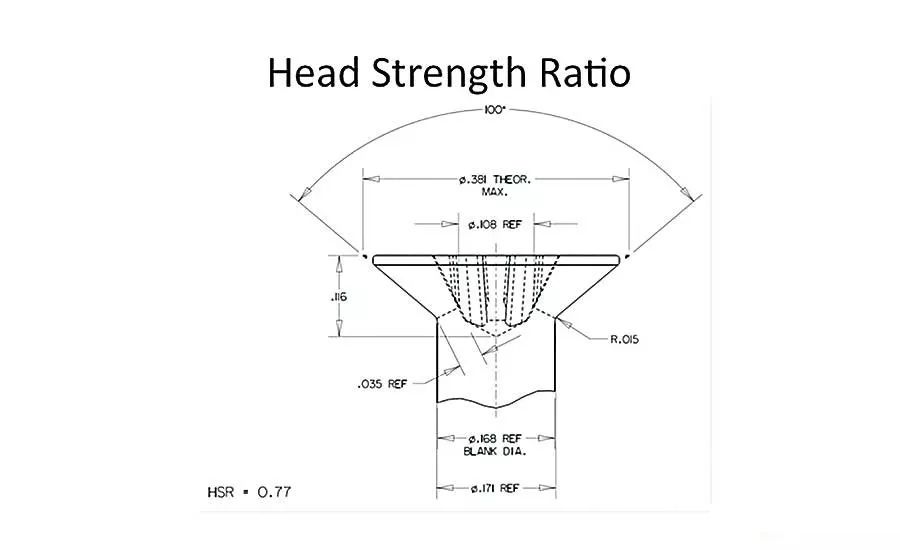
既然我们已经就用于计算HSR的标准达成了一致意见,那么选择是否应该使用每个维度变量的最小值或最大值来确定“最坏情况”是很重要的,在这种情况下,头到杆失效最有可能出现在拉伸水平低于螺距的有效直径。我们已经确定,对于全螺纹紧固件,头部下方的横截面积由坯料直径决定,而对于具有光杆的紧固件,则将使用较大的主体直径进行计算。因此,我们应该使用最小头下直径作为计算的基线。
参见图2,很容易看出最大凹槽深度应该用作计算的基线,因为它产生了坯料直径和与凹槽最近的交叉点之间的最小横截面积。通常,全螺纹紧固件不用于关键应用中,并且在这些情况下,基于应用分析允许HSR小于1通常是可接受的。
四
凹槽几何形状的影响
在头 - 杆接合处分析头部强度时要考虑的最后一个因素是凹槽驱动系统本身的几何形状。类型1(Phillips),NAS33781(Torq-Set)和1A型(Pozidriv)等十字形驱动系统对于从头部顶部到凹部底部的大部分凹陷深度具有确定的十字形形状。在计算HSR时,我们通常会忽略此形状,并使用基于头下过渡半径最近交点处的外翼直径的基本圆形横截面,以便于计算。
直壁驱动系统,如六瓣(Torx)等,从紧固件头部的顶部到凹槽的锥形底部具有恒定的外形。在这些情况下,仍然使用从头部过渡半径到与凹部形状最近的交叉点的距离,除了最近的交叉点通常是凹部底部的圆形区域,在凹部外形已经过渡的平面下方的圆形截面。
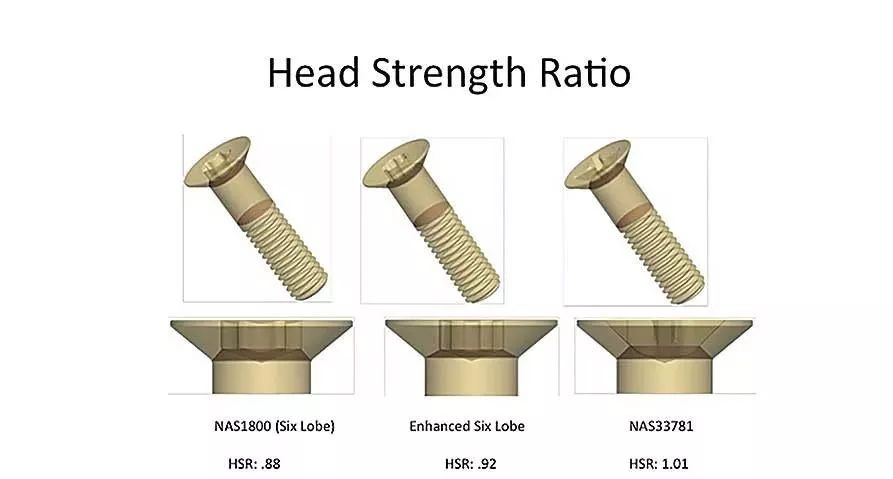
带有无螺纹刀柄的紧固件通常用于较高应力结构应用,在这些情况下,建议使用1或更高的HSR。理想情况下,最大凹陷深度足够浅以提供大于1的HSR,特别是如果紧固件处于被认为是关键或半关键的应用中。虽然图3中的配置显示在最大凹槽深度处HSR低于或接近1,但如果制造的零件的凹槽深度接近零件标准中允许的最小值,则HSR将随着凹槽深度接近此最小极限而增加。
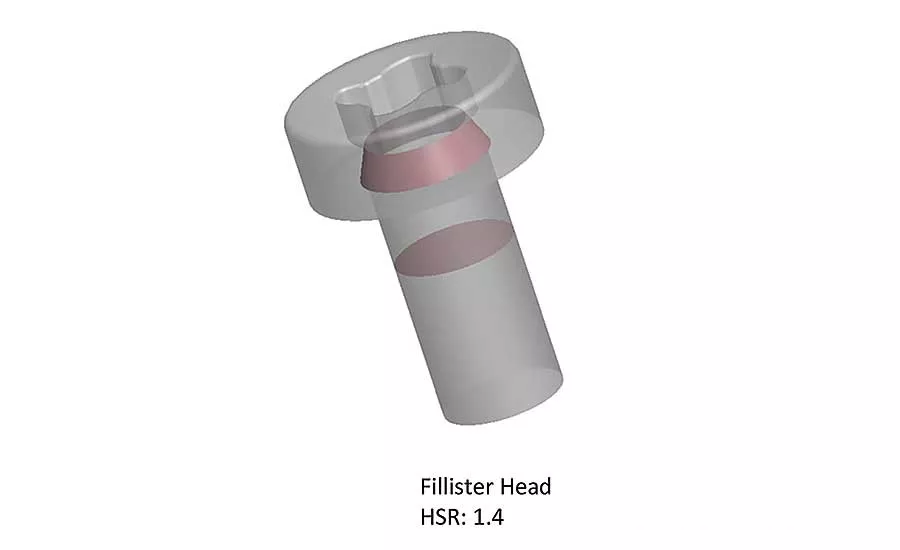
虽然我们在讨论中使用了100度沉头空气紧固件,但在初始设计评估期间,应评估HSR的任何其他头部配置(盘头,填充头,按钮头等)。虽然像这样的突出头部通常具有更高的HSR,但是更轻的重量和更严格的公差已经开始需要更低的突出头部高度设计,并且当进行头部高度减小以适应更紧密的间隙时可能不总是考虑凹陷深度。
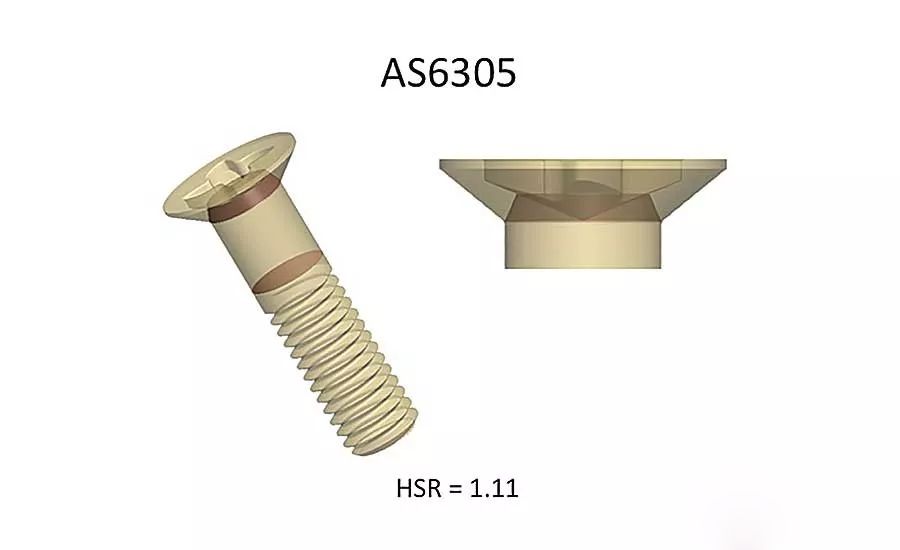
通过突出的头部构造实现更高的头部强度,其中凹部的底部与头部到杆部接合处具有显着的距离,如在Fillister头中那样。(参见图4.)如果可以使用浅凹槽,例如AS6305 MORTORQ螺旋驱动器或NAS33750燕尾槽,也可以在薄头设计中实现磁头强度的增加。(参见图5.)然而,在需要很大扭矩的螺栓应用中,驱动系统应在驱动器和凹槽之间具有非常大的接触面积,以适应实现所需夹紧负载所需的高扭矩。

来源:智能紧固件及紧固工具-公众号
评论处大家可以补充文章解释不对或欠缺的部分,这样下一个看到的人会学到更多,你知道的正是大家需要的......
免责声明:本文转载于汽车工艺师公众号,版权归原作者所有。如涉及作品版权问题,请留言告知,我们将第一时间删除!
征稿启事:不论你是打头工、搓牙工、冷镦工,还是技术专家,欢迎大家踊跃分享自己在工作中遇到的问题、经验心得或是技术文章!投稿请加微信:18620700179;我们会第一时间审核发布,让更多行业人士看到您~
小编推荐:
Spirolox:原来弹性挡圈可以这样设计的
有效力矩型锁紧螺母预紧和防松理论分析